
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.chenjiujx.com
地 址:德州市陵城区经济开发区北环路中段

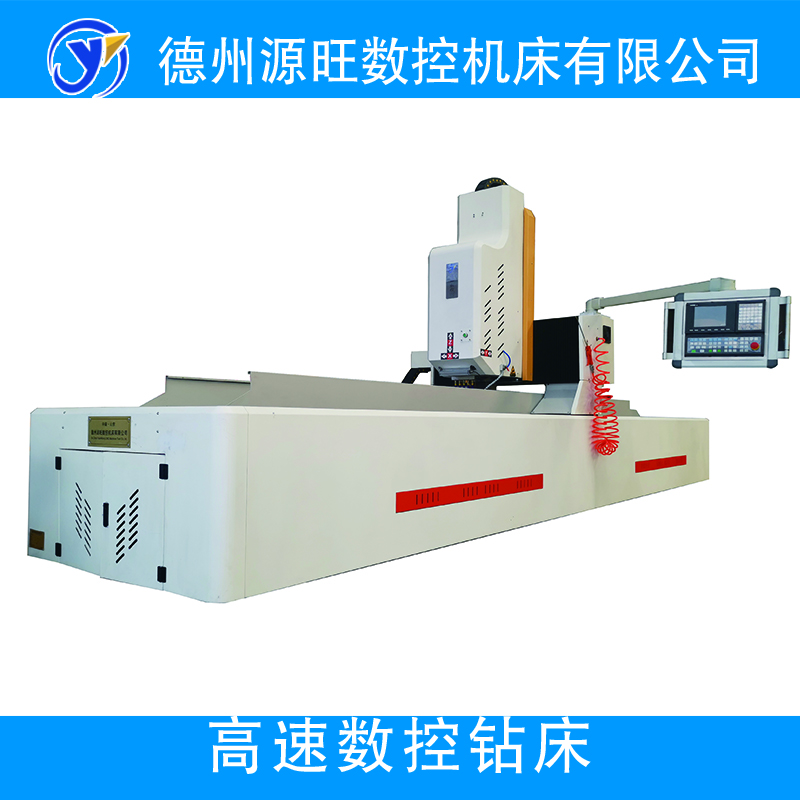
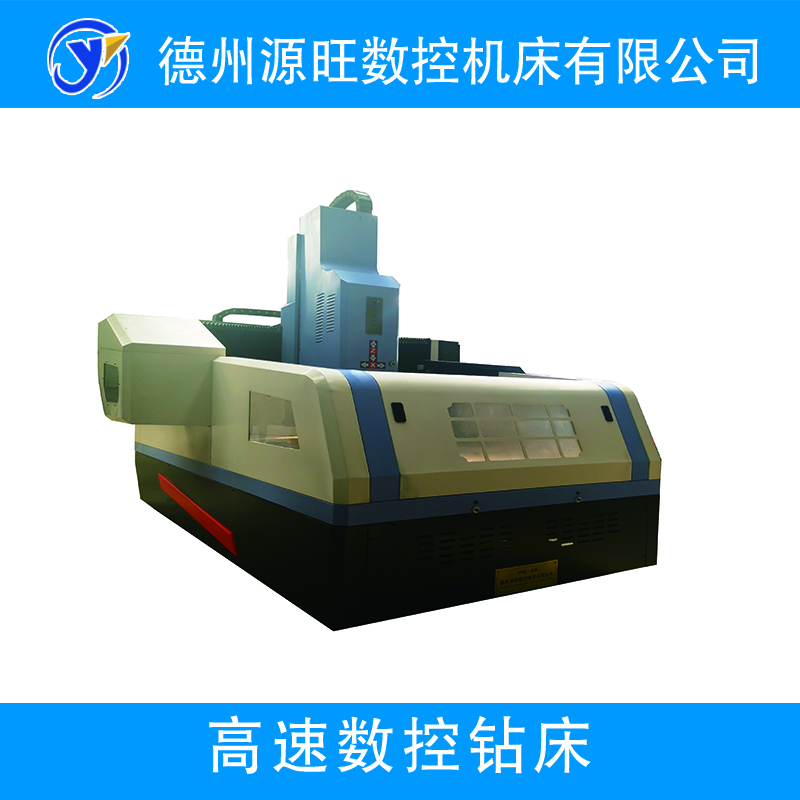
龙门式nba盘口比分 属龙门移动式钻床,此结构减小了床身长度,节省了占地面积。无锡正规数控龙门钻床厂家床身采用钢板焊接结构,经人工时效处理,精度稳定。无锡正规数控龙门钻床厂家加固型的龙门使机床的刚度大大提高,可以保证大的切削用量。主要有床身及纵向滑台、龙门及横向滑台、垂直滑枕式钻削动力头、排屑器、液压系统、冷却系统、集中润滑系统、电气系统、气动系统等组成。

正规数控龙门钻床厂家安全注意事项:1、钻床操作人员须经过严格的培训,操作前操作人员须熟悉本钻床的结构、性能及设备故障排除等。2、操作人员须按要求穿戴好工作服、安全帽、防护眼镜等防护用品,操作时不得穿戴手套、手表及易卷入的衣物,禁止长发者操作设备。3、非机修、电工人员不得随意拆卸该设备,严禁操作、机修人员身体进入机器的可动部位,维修前先切断电源,由专人看护,方可进行维修作业。4、任何人不得随意改造无锡正规数控龙门钻床外壳、脚踏开关、控制线路及机器的性能。5、发生异常故障时应立即按安全急停开关。
1.钻头应装在特制的包装盒里,避免振动相互碰撞2.使用时,从包装盒里取出钻头应即装到主轴的弹簧夹头里或自动更换钻头的刀具库里。用完随即放回到包装盒里。无锡正规数控龙门钻床厂家3.测量钻头直径要用工具显微镜等非接触式测量仪器,避免切削刃与机械式测量仪接触而被碰伤。4.某些nba盘口比分 使用定位环某些nba盘口比分 则不使用定位环,如使用定位环的其安装时的深度定位一定要准确,如不使用定位环其钻头装到主轴上的伸长度要调整一致,多主轴钻床更要注意这一点,要使每个主轴的钻孔深度要一致。如果不一致有可能使钻头钻到台面或无法钻穿线路板造成报废。5.平时可使用40倍立体显微镜检查钻头切削刃的磨损。无锡正规数控龙门钻床厂家6.要经常检查主轴和弹簧夹头的同心度及弹簧夹头的夹紧力,同心度不好会造成小直径的钻头断钻和孔径大等情况,夹紧力不好会造成实际转速与设置的转速不符合,夹头与钻头之间打滑。7.定柄钻头在弹簧夹头上的夹持长度为钻柄直径的4~5倍才能夹牢。8.要经常检查主轴压脚。压脚接触面要水平且与主轴垂直不能晃动,防止钻孔中产生断钻和偏孔。9.钻床的吸尘效果要好,吸尘风可降低钻头温度,同事带走粉尘减少摩擦产生高温。10、.基板叠层包括上、下垫板要在钻床的工作台上的一孔一槽式定位系统中定位牢、放平。使用胶粘带需防止钻头钻在胶带上使钻头粘附切屑,造成排屑困难和断钻。11.订购厂商的钻头,入厂检验时要抽检其4%是否符合规定。并100%的用10~15倍的显微镜检查其缺口、擦伤和裂纹。12.钻头适时重磨,可增加钻头的使用和重磨次数,延长钻头寿命,降低生产成本和费用。通常用工具显微镜测量,在两条主切削刃全长内,磨损深度应小于0.2mm。重磨时要磨去0.25mm。普通的定柄钻头可重磨3次,铲形头(undercut)的钻头可重磨2次。翻磨过多其钻孔质量及精度都会下降,会造成线路板成品的报废。过度的翻磨效果适得其反。13.当由于磨损且其磨损直径与原来相比较减小2%时,则钻头报废。无锡正规数控龙门钻床厂家14.钻头参数的设置在一般情况下,厂商都提供一份该厂生产钻头的钻孔的转速和下速的参数表,该参数仅仅是参考,实际还要工艺人员经过实际使用得出一个符合实际情况的钻头的转速和下速参数,通常实际参数与参考的参数有区别但是相差不会太多。
开始操作无锡正规数控龙门钻床之前需要记住的操作程序:1、操作前应检查正规数控龙门钻床各部位的手柄和按钮是否正常,按规定加注润滑油,低速运转1~2分钟。2、上班前穿工作服,戴帽子。 操作时严禁戴手套。3、夹持工件要平稳。龙门钻床的上下料、对刀、测量、变速、主轴拧紧和清洗,都应在龙门钻床停机后进行。4、禁止在工作台上放置工具、量具、工件等杂物。5、开机时检查工件与铣刀的相互位置是否正确。6、无锡正规数控龙门钻床自动移动刀具时,需将手柄与螺纹断开;工作台不能走两个位置,限位块须安装牢固。7、龙门钻孔机运行时,禁止用手或棉纱清洁机器。不能站在铣刀的切线方向,更别说用嘴吹切屑了。8、刀架、拉杆、卡盘、刀具在开机前安装并拧紧,主轴不得用于辅助装卸。9、无锡正规数控龙门钻床使用完毕后,关闭电源,清洁机器,将铣头置于空位,将工作台移至中心位置。

铣床的应用范围非常广泛,根据铣刀与主轴方向可以分为立式铣床和卧式铣。无锡正规数控龙门钻床厂家立式铣床适用于加工各种零部件的平面、斜面、沟槽、孔等, 卧铣多用于齿轮,花键,开槽,切割等加工,无锡正规数控龙门钻床厂家立式铣床除多用于平面加工方面外,平面有高低曲直几何形状的工件,如模具类,立铣可大显身手

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


