
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.chenjiujx.com
地 址:德州市陵城区经济开发区北环路中段
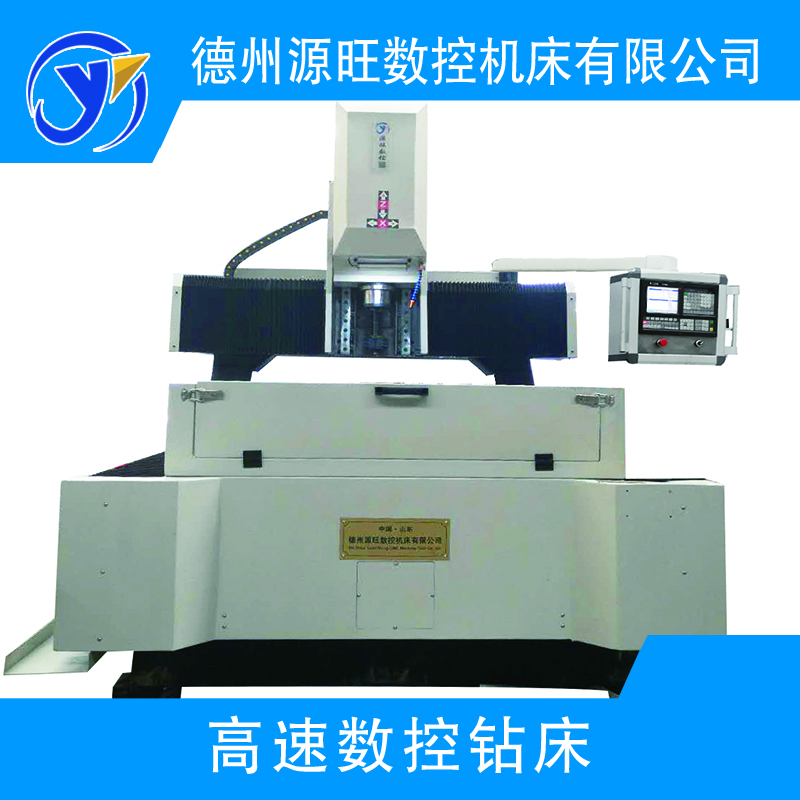
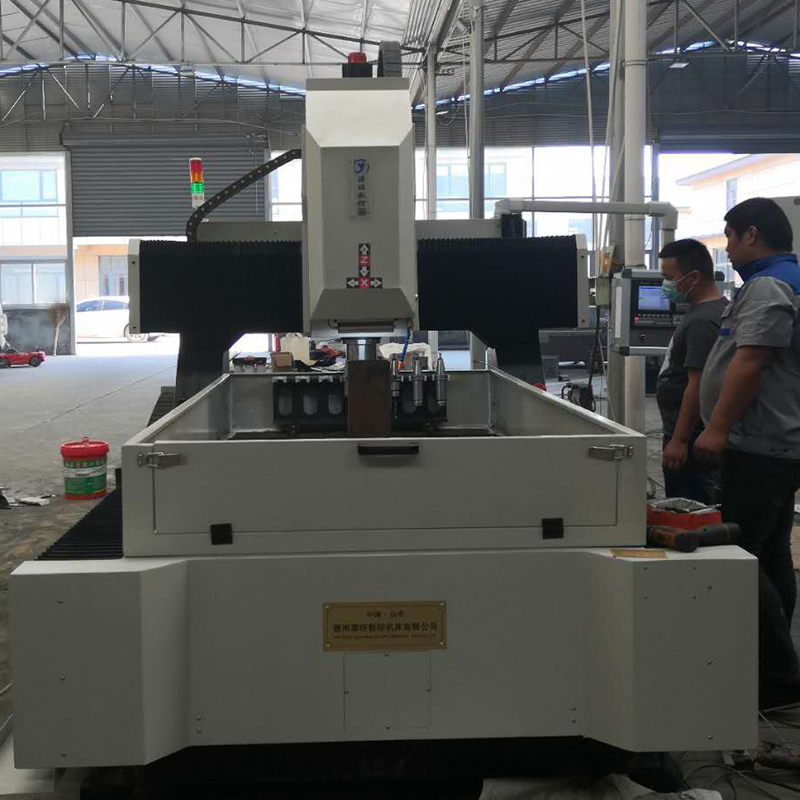
本设备主要有床身工作台、移动式龙门、移动滑鞍、钻铣削动力头、自动润滑装置及防护装置、循环冷却装置、数字控制系统、电气系统等组成。滚动硬轨副支撑和导向、精密丝杠副驱动,机床具有较高的定位精度和重复定位精度。青岛性价比高移动式nba盘口比分 生产厂家床身系整体式钢结构件或铸造件,二次回火处理精加工,动静刚性具佳,不变形。工作台面采用灰铁250铸造结构,平面上有精加工布局合理的T型槽,用于装夹工件。青岛性价比高移动式nba盘口比分 生产厂家床身两侧装有四条超高承载力的滚动直线导轨副和两套精密滚珠丝杠副及两台AC绝对值伺服电机驱动龙门移动,床身底面上分布有可调垫铁,可以方便地调整床身工作台的水平。
nba盘口比分 是具有广泛用途的通用性机床,可对零件进行钻孔、扩孔、铰孔、锪平面和攻螺纹等加工。在摇臂钻床上配有工艺配备时,还可以进行镗孔;在台钻上配上工作台,还可铣键槽。轿车,摩托车及其零部件职业是大批量生产职业的代表。青岛性价比高移动式nba盘口比分 生产厂家需要成套;高强,高精度,高可靠性的数控加工机床,生产方式正从刚性自动化方向改变。比如轿车壳体类零件的加工,正人组合机床自动线逐步向高速加工中间组成的柔性生产线方向改变。青岛性价比高移动式nba盘口比分 生产厂家而轴类和盘类零件加工则以数控车床。数控磨床为根本设备。

削减nba盘口比分 中的加工差错是钻床行业的重要。 针对实际生产中nba盘口比分 加工精度低的问题,本文选用纠错,防误法等办法和对策,能够进步nba盘口比分 的加工精度。青岛性价比高移动式nba盘口比分 生产厂家那么削减nba盘口比分 的差错以进步精度的办法有什么? 差错补偿办法是一种使用nba盘口比分 体系的补偿功能来补偿存在于钻床坐标轴上的差错并进步nba盘口比分 精度的办法。进步nba盘口比分 的精度是一种经济有效的办法。精算零件能够使用CNC钻孔机通过纠错技能进行加工,纠错能够通过硬件或软件来实现。1.这种编程办法能够在不改动机械零件的情况下实现CNC钻床的校对进程,低速单向定位将抵达校对的起点。在校对进程中,能够康复校对进给以校对空隙值以满足零件公役要求。青岛性价比高移动式nba盘口比分 生产厂家其他类型的CNC冲床能够在已装备的CNC设备的存储器中具有多个地址,因此能够用作专用存储单元存储每个轴的后部空隙。当命令nba盘口比分 的轴改动运动方向时,nba盘口比分 的数控装置能够随时读取轴的反向游隙并修改/校对坐标运动指令值。消除或削减轴的反向游隙。为了对机床产生影响,请将挖掘机放置在需求的当地。

数控管板钻优势:青岛性价比高移动式nba盘口比分 生产厂家机床龙门和床身部分具有好的动态和静态刚性,保证机床的强度和精度稳定。2.动力头部分通过有限元分析在薄弱的环节进行强化处理令结构更加合理。3.青岛性价比高移动式nba盘口比分 生产厂家钻孔坐标可实现CAD/CAM直接转换,方便了编程、存储、显示和通讯,操作界面具有人机对话、误差补偿、自动报警等功能。工件孔位可采用键盘或CAD图形输入后自动生成加工程序。具备钻孔前孔位预演和复检功能,操作方便。

机床结构:青岛性价比高移动式nba盘口比分 生产厂家机床主要由床身、工作台、龙门、动力头、数控系统、冷却系统等部分组成。龙门nba盘口比分 机床采用床身工作台固定,龙门移动的形式。床身、立柱,工作台,龙门为HT250铸造结构件,支架为矩形管焊接件,加工前经高温退火,半精加工后二次退火去除应力,然后再精加工,可保证机床精度稳定,床面采整体铸铁工作台精铣出T型槽,台面数控精磨而成,保证工作台面精度。青岛性价比高移动式nba盘口比分 生产厂家龙门nba盘口比分 共有3个数控轴,床身上装有重型直线导轨,龙门可沿导轨作纵向运动(x轴),龙门横梁上也装有直线导轨,溜板可沿导轨作横向运动(y轴),溜板上装有滑块,动力头上装有导轨,动力头可在溜板上作垂直方向运动(z轴),x、Y、z轴都采用数控伺服电机加滚珠丝杠传动。动力头主轴采用精密主轴,主轴电机驱动,可根据需要无级调速。主轴可通过BT30夹头装夹钻头或铣刀,精度更高,实现高速切削。机床采用水冷,配备冷却液供给、回收、循环系统,配备自动油路润滑系统,保证直线导轨与滚珠丝杠的平稳长久有效工作。控制采用凯恩帝数控系统,电驱采用高精度伺服电机驱动,配备RS232接口和彩色显示屏,中文操作界面,可现场/外部USB输入工件,操作简便,配备全数字高速手轮,使您的操作更方便快捷。

钻削中心是在3坐标数控立式钻床的基础上增加转塔式刀库及自动换刀机构而成的,采用无级调速的主轴电动机,可实现自动变换主轴转速,可以进行钻、扩、铰、锪、攻丝等孔加工工序,而且可以完成具有直线和圆弧插补的轮廓控制铣削青岛性价比高移动式nba盘口比分 生产厂家。由于一般中小零件大多需要几把刀具来加工(10把刀具以内),故增加自动换刀装置并同时自动变换主轴转速,可减轻劳动强度。减少换刀时间,既提高了机床的自动化程度,又提高了劳动生产率。由于用轮廓控制数控系统代替了点位控制数控系统,可进行具有直线和圆弧插补功能的铣削加工,更适合于钻铣联合加工的零件。根据换刀原理及机床结构的不同,目前钻削中心分为单主轴式与多主轴式两种。多主轴式的换刀方式是在转塔中径向布置6或8根主轴,由转塔回转实现主轴转换及自动换刀。由于转塔中须布置多根主轴,并有主传动、分度、定位等机构,故转塔头结构复杂,加工较难,且由于尺寸限制,主轴刚性受到一定影响,各主轴间的位置重复精度也不理想。因为多主轴式钻削中心存在上述一些问题,所以很多生产厂家开发了单主轴式钻削中心。青岛性价比高移动式nba盘口比分 生产厂家它是在同一根主轴上自动换装带有各种刀具的刀柄实现自动换刀,并采用转塔式刀库,克服了多主轴式的缺点。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


