
24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.chenjiujx.com
地 址:德州市陵城区经济开发区北环路中段

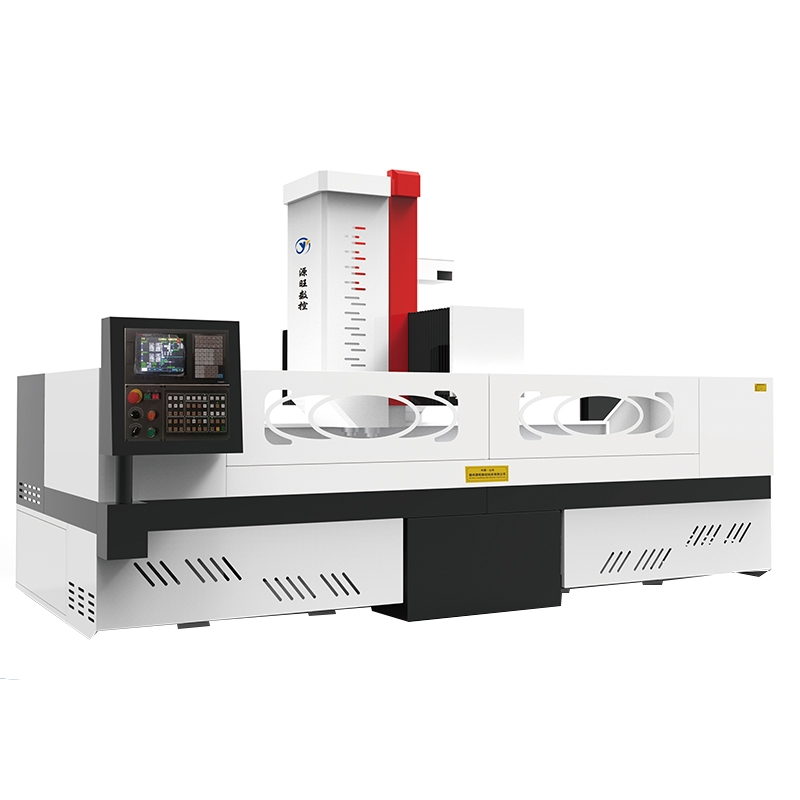
床身式nba盘口比分 是集自动化和复合加工为一体的高精度、高强的加工设备。在很多的数控铣削设备中,这是一个比较晚的开展。其设计初衷是为了弥补复杂工件的重量大、加工精度高的缺点。山东比较好的数控龙门钻床厂家在以升降台式nba盘口比分 为代表的小型nba盘口比分 上,很难加工或确保加工精度。从操控形式上看,与其他nba盘口比分 相同,床身nba盘口比分 的加工进程是在数控数控系统的操控下完结的,能够完结工件在一个夹具的情况下能够完结大部分的加工内容。关于加工内容较少的工件,整个加工能够在单个加工设备上完结。从加工能力来看,床式nba盘口比分 能够完结传统铣床,钻床,镗床和攻丝机一次需求相互配合的工件加工。还能够了解,床式nba盘口比分 是铣削,钻孔和镗孔。 山东比较好的数控龙门钻床厂家铰链,进犯和多处理功能作为一体化处理设备。从工件的加工精度来看,关于一般工件来说,床身nba盘口比分 和其他nba盘口比分 的操控精度基本相同,但关于较重的工件,床身nba盘口比分 优于其他nba盘口比分 。这主要取决于它的处理形式。我们知道,当机体式nba盘口比分 在Z方向作业时,是通过上下移动刀头来完结的。它不再像升降台式nba盘口比分 那样,需求整个升降台来完结加工,然后避免了工件惯性对机床的冲击而引起的振荡差错,然后达到其微加工精度。它更高。

为了使nba盘口比分 长时间连续可靠地运行,除了要确保钻床的质量要素外,还与正确的保护,及时的毛病扫除和及时的保护密切相关。运用中从进步nba盘口比分 功能的角度来看,保护应具有两个含义:一方面是日常保护, 首要为了钻床的MTBF扩展,另一方面是毛病保护。山东比较好的数控龙门钻床厂家这样做的目的是减少平均修理时间(MTTR),这两种功能均是设备较佳功能的基本确保。 nba盘口比分 主轴部件毛病常见的毛病包括设备毛病,钻杆主动拧紧,主动传动设备毛病以及保护不稳定的主轴跋涉精度。2. nba盘口比分 进给传动链呈现毛病一般,运动质量下降会显示出毛病,例如定位精度降低,间隙增强,进给运动期间工作台爬行,轴承噪音过大等。一般通过运动副预紧力调整,松动链节调整和链节补偿调整来消除此类毛病。山东比较好的数控龙门钻床厂家3. nba盘口比分 主动换刀装置(ATC)产生毛病该设备的过错大约为50,呈现在:刀库位移毛病,定位过错太大,机器被夹紧,刀架不稳定以及过错。机器人的运动太大,导致换刀被卡住,整个机器停止工作。
1、数控平面钻的操作人员,有必要跟机接收专业培训,并仔细阅览操纵手册。2、数控平面钻开机前应仔细查看平面钻各部位是否完备,电缆、电线有否损坏,查看机器四周能否有其他人员或障碍物,空中能否有积水或油污。山东比较好的数控龙门钻床厂家3、加工时要根据加工工件孔的直径挑选适宜的钻头,再挑选适宜主轴转速的进给速度。4、加工前应先编制加工零件的加工次第,准确移用并经仔细核对无误后才干加工。 5、接通电源后,平面钻试运转,调查能源头主轴的运转能否灵活,夹紧油缸,锁紧油缸能否运动灵活,查看无误后才干开端作业。6、工件放置在作业台上后应靠紧油缸定位面,并将工件用油缸压紧,再将作业台锁住,然后加工。山东比较好的数控龙门钻床厂家7、接通电源后必定要按划定的次第发动平面钻,如发明异常音响和振动时,请当即关掉机器并请专业人员修理。
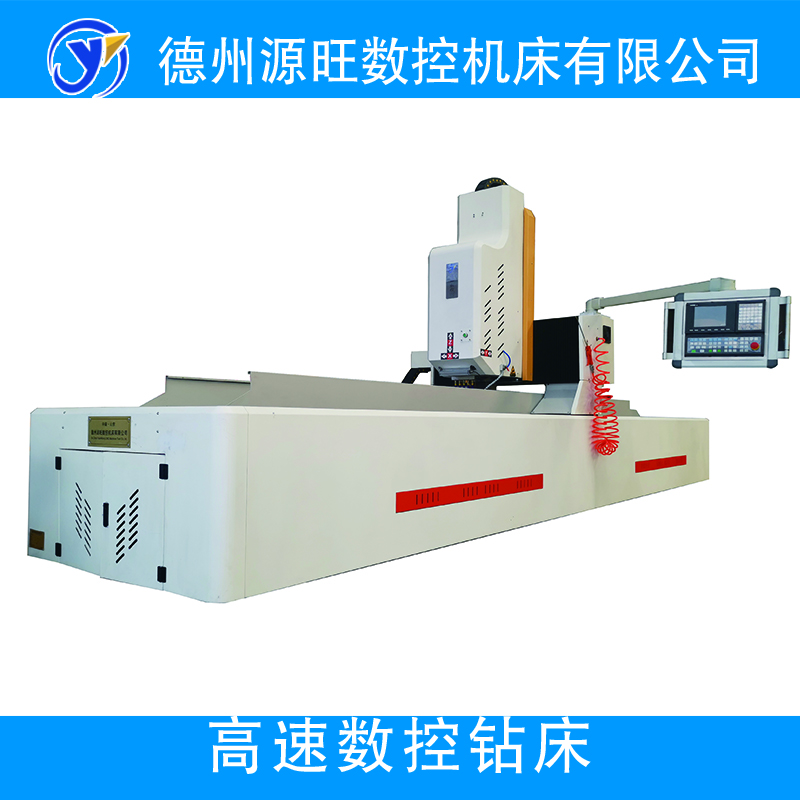
nba盘口比分 在进行使用的过程中主要是应用于圆形法兰盘、锅炉及热交换器管板上高速钻孔加工。机床可完成自动化、高精度、多种类、中小批量生产。山东比较好的数控龙门钻床厂家1、床身、龙门等大型铸铁件,经过充分热时效处理,高温550℃退火且保温不小于4小时,可有用消除内应力,因此动、静态刚性俱佳,变形量很微小。2、钻削主轴选用7kW强过载专用主轴变频电机驱动,低速扭矩大,可接受重切削负载,钻削强劲有力,钻削稳定性好。3、装备相应伺服电机及伺服驱动器,兼容性好,功能强大且简单操作。山东比较好的数控龙门钻床厂家4、要害传动部件如直线滚柱导轨、滚珠丝杠副等装置精度高。比方直线导轨有装置基准面,紧固后用0.04mmm塞尺检查,不得插入;直线导轨之间的平行度允差0.05/1000,滚珠丝杠与直线导轨的平行度允差0.03/1000等。5、可加装液压夹具,自动夹紧圆形法兰,提高加工功率。

将编制好的加工程序经过操作面板上的键盘或输入机将数字信息输送给数控设备。数控设备将所接收的信号进行一系列处理后,再将处理结果以脉冲信号方式进行分配:一是向进给伺服系统宣布进给等履行命令,山东比较好的数控龙门钻床厂家二是向可编程序操控器宣布S,M,T等指令信号。可编程序操控器接到S,M,T等指令信号后,即操控机床主体当即履行这些指令,并将机床主体履行的情况实时反应给数控设备。山东比较好的数控龙门钻床厂家伺服系统接到进给履行命令后,当即驱动机床主体的各坐标轴(进给机构)严格按照指令要求精确进行位移,主动完成工件的加工。在各坐标轴位移过程中,检测反应设备将位移的实测值敏捷反应给数控设备,以便与指令值进行比较,然后以快的速度向伺服系统宣布补偿履行指令,直到实测值与指令值吻合停止。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线


